

Waste Sorting Machine
- Product introduction : The optical sorting robot is a multifunctional intelligent sorting device designed to handle large processing volumes and complex sorting needs. It is equipped with leading AI visual recognition technology and can be flexibly combined with hyperspectral, laser, and metal detection sensors to further enhance sorting purity.
- INTRODUCTION
- SPECIFICATION
- RELATED
- INQUIRY
Product Introduction
The Waste Sorting Machine is a multifunctional intelligent sorting device designed to handle ultra high processing volumes and complex sorting requirements. It is equipped with industry leading AI visual recognition technology and can flexibly integrate multi modal sensors such as hyperspectral, laser, and metal detectors, further enhancing sorting purity. Thanks to its superior visual and decision making capabilities, the AI Optical Sorting Machine has become an indispensable “quality gatekeeper” in modern industrial systems.
workflow diagram
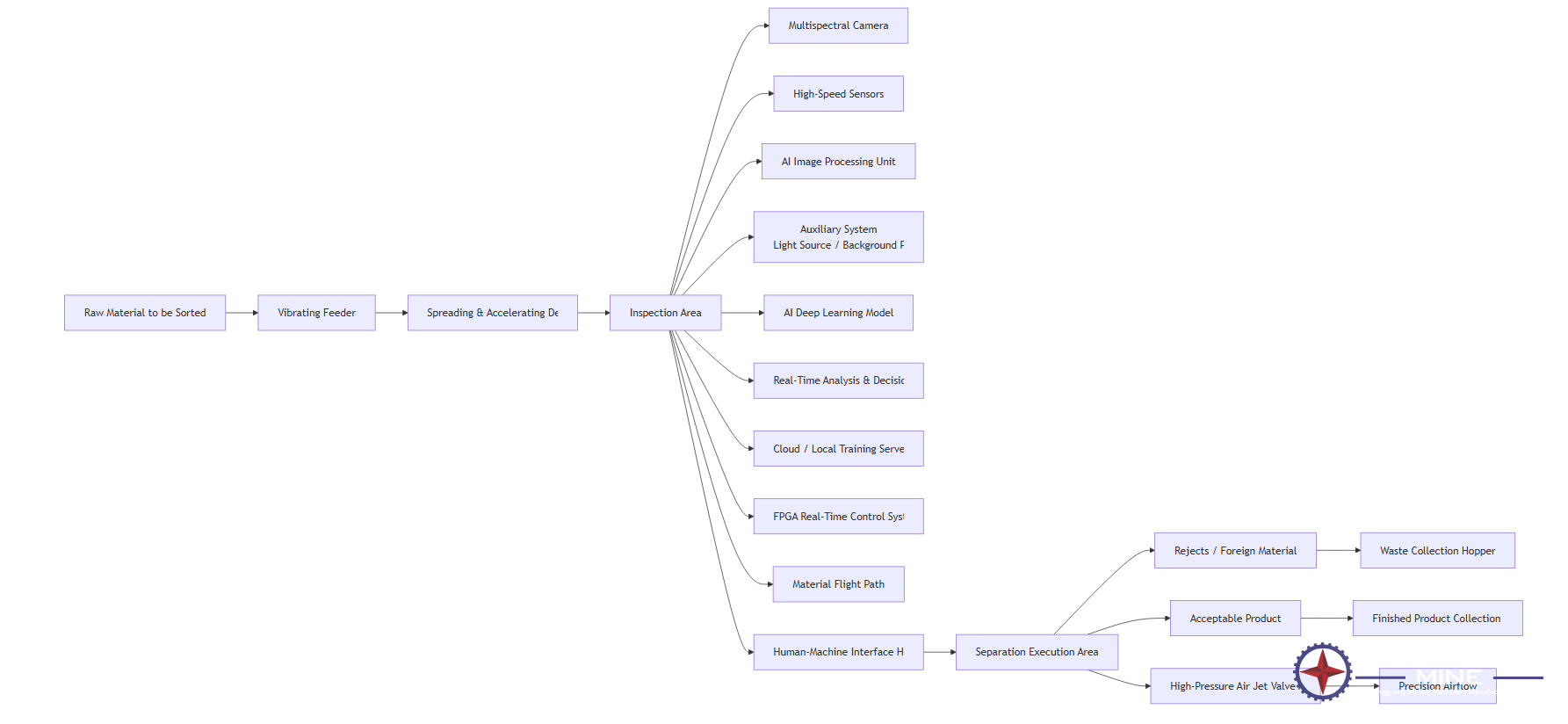
Working Principle
1. Material Preparation and Conveying:
The material (e.g., seeds, plastic fragments, ores) is fed uniformly in a single layer via a vibrating feeding system, ensuring no stacking or obstruction.
2. Photoelectric Detection and Imaging:
As the material passes through the detection zone, high-resolution cameras and multi-spectral sensors (e.g., RGB visible light, NIR near-infrared, SWIR short-wave infrared, UV ultraviolet, and hyperspectral) perform high-speed scans to capture the material’s color, shape, texture, material, and even internal defects.
3. AI Intelligent Analysis and Decision Making:
This is the “brain” of the equipment. The AI deep learning algorithm analyzes real-time sensor data, compares it with the “good” and “defective” characteristics stored in the database, and quickly identifies materials with color variations, mold, insects, foreign objects, or material mismatches.
4. Precise Ejection and Separation:
Once the target is identified, the control system instantly activates the high-pressure air spray system to precisely eject defective items or foreign objects into the waste chute. The qualified material continues along its original path to the finished product zone for separation.
Product Highlights
Ultra-high Processing Capacity | High Precision Recognition | Leading Illumination Technology | Self-learning Machine
* Supports ultra-high-speed belts of up to 5 meters per second, with a maximum processing capacity of up to 10 tons per hour.
* Leading visual recognition technology enables precise identification of over 30 types of recyclable materials, even in complex environments, unaffected by external light, temperature, or humidity changes.
* Cloud-based one-click intelligent upgrades, instant fault response, remote non-contact operation, and predictive maintenance.
| Model | Capacity (T/H) | Belt Width (mm) | Recognition Accuracy (%) | Sorting Purity (%) | Camera Type | Sensor Configuration | Air Valve Quantity (PCS) | Installed Power (kW) | Equipment Dimension (mm) | Weight (T) | Application Area |
| AIOS-600 | 1-3 | 600 | 95-98 | 90-95 | HD CCD Camera | Visible Light Recognition | 64 | 6.5 | 4200×1800×2200 | 2.8 | Plastic Bottles, MSW, Small Recycling Lines |
| AIOS-800 | 3-6 | 800 | 96-98 | 92-96 | AI Vision Camera | NIR + Visible Light | 96 | 9.5 | 5200×2200×2500 | 4.5 | Plastic, Paper, E-waste Sorting |
| AIOS-1000 | 6-10 | 1000 | 97-99 | 94-97 | Industrial AI High-speed Camera | NIR + Metal Detection | 128 | 15 | 6200×2500×2800 | 6.8 | Construction Waste, Industrial Waste, Mixed Waste |
| AIOS-1200 | 10-15 | 1200 | 98-99 | 95-98 | Deep Learning AI Vision System | Hyperspectral + Laser Detection | 160 | 22 | 7600×2800×3200 | 9.5 | MSW & Recycling Automatic Sorting System |
| AIOS-1500 | 15-25 | 1500 | 98-99.5 | 96-99 | Multispectral AI Vision System | Hyperspectral + Metal Detection + Laser | 192 | 30 | 9200×3200×3600 | 13.5 | Large Recycling & Waste Sorting Center |
| AIOS-2000 | 25-40 | 2000 | 99-99.8 | 97-99.5 | Intelligent Industrial AI Recognition System | Full-modal Intelligent Sensor System | 256 | 45 | 11500×3800×4200 | 18.8 | Large Intelligent Solid Waste & Recycling Base |
application












{kind=link}