
Mud-Stone Separator
- Product introduction : Designed for high moisture, sticky, and easily caked materials (such as construction waste, shield tunneling muck, compostable waste, etc.), this equipment efficiently separates soil from hard objects like stones and bricks without the need for water washing, completely solving the clogging issues faced by traditional screening equipment.
- INTRODUCTION
- SPECIFICATION
- RELATED
- INQUIRY
Product Introduction
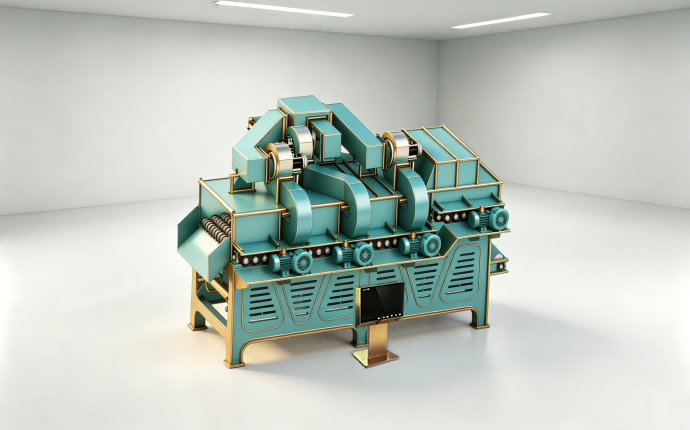
The Mud Stone Separator is a heavy duty screening equipment specifically designed for handling high moisture, high viscosity mixed materials. Its core advantage lies in its ability to prevent blockages, effectively solving the common issue of screen clogging found in traditional vibrating screens when processing sticky and wet materials. Its biggest feature is that it does not require water; through multiple rotating discs, it efficiently separates stones from mud and soil.
workflow diagram
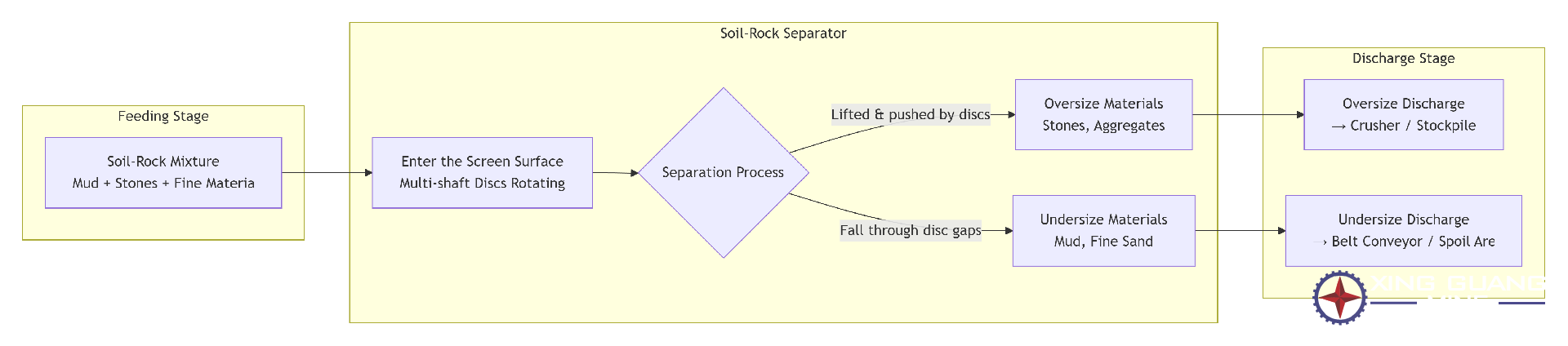
Working Principle
1. Material Feeding:
The excavator or conveyor belt feeds the mixed material into the equipment’s inlet.
2. Primary Conveyance and Layering:
The motor drives a series of rotating shafts equipped with wear resistant screen discs (or plates) in the same direction. These shafts act like rolling wheels, lifting and pushing large stones and minerals forward.
3. Precise Separation: There are precise gaps (screen holes) between each shaft. When the material passes through:
* Oversized Material: Larger stones and coarse materials, which are bigger than the gap, are supported by the screen discs, continuously tumbling forward and eventually exiting from the equipment’s rear for further processing, such as entering a crusher.
* Undersized Material: Small particles like mud, fine sand, etc., fall through the gaps between shafts under the effect of gravity, collecting at the bottom of the equipment in a collection hopper, then discharged separately by a belt conveyor.
Product Highlights
1. Strong AntiBlockage Capability:
The rolling screen disc structure allows materials to move in a “rolling” state, avoiding clogging, unlike wet mud that can cause blockages like in mesh screens. Some models are also equipped with automatic cleaning devices to keep the screen surface clean at all times.
2. Wide Application Range:
Designed specifically for sticky and wet materials, it can operate stably even when the materials have high moisture content or large amounts of mud. It is widely used in sandstone mining, construction waste treatment, river dredging, and other fields.
3. Low Operating Cost:
The equipment uses a low speed rolling principle, resulting in a small motor power requirement and low energy consumption. Additionally, the chain drive system is stable and reliable, with fewer wear parts, making replacement easy and maintenance costs low.
4. Good Environmental Friendliness:
The core separation process does not require water, relying entirely on physical screening. This avoids water pollution and the depletion of water resources, making it in line with the requirements of green mining practices.
| Model & Spec | Screen Width (mm) | Max Feed Size (mm) | Capacity (T/H) | Separation Size (mm) | Main Shaft Speed (r/min) | Motor Power (kW) | Dimensions (L×W×H) (mm) | Weight (T) | Application Materials | Application Area |
| MSF-1030 | 1000×3000 | ≤200 | 30-80 | 20-50 | 18 | 15 | 4200×2200×2400 | 6.5 | Soil, Sand & Gravel, Wet Sticky Materials | Small Aggregate & Solid Waste Line |
| MSF-1235 | 1200×3500 | ≤300 | 50-120 | 30-60 | 16 | 22 | 5200×2500×2600 | 8.8 | Construction Waste, Mud-stone Mixture | Medium-small Separation System |
| MSF-1540 | 1500×4000 | ≤400 | 80-180 | 30-80 | 15 | 37 | 6200×2800×3000 | 12.5 | High-moisture Mud-stone, Mining Waste | Medium Mining & Recycling System |
| MSF-1845 | 1800×4500 | ≤500 | 150-260 | 50-100 | 14 | 55 | 7600×3200×3400 | 18 | Mining Mud-stone, Industrial Waste | Large Continuous Screening System |
| MSF-2050 | 2000×5000 | ≤600 | 220-350 | 50-120 | 13 | 75 | 8600×3500×3600 | 24.5 | High-viscosity Mud-stone, Construction Waste | Large Aggregate Production Line |
| MSF-2260 | 2200×6000 | ≤700 | 350-500 | 60-150 | 12 | 90 | 9800×3800×3900 | 32 | Large Mud-stone, Mining Tailings | Large Mining & Solid Waste Treatment System |
| MSF-2470 | 2400×7000 | ≤800 | 500-800 | 80-180 | 10 | 110 | 11200×4200×4300 | 45 | Ultra High-moisture Materials, Industrial Waste | Super Large Continuous Mud-stone Separation System |
application












{kind=link}