
English
Dust-Free & Energy-Smart: Starry Eco Revolutionizes Industrial Conveying
2026-03-11 10:46:24
2026-03-11 10:46:24
How our intelligent enclosed conveyor cuts dust by over 90% while boosting operational efficiency
The Problem: Dust, Waste, and Hidden Costs
In industries such as metallurgy, power generation, building materials, and port handling, traditional conveyors create a persistent problem: dust.
This isn't just an environmental issue—it threatens worker health, causes valuable material loss, and increases energy consumption due to poor sealing and friction losses.
For decades, plant managers had to choose between high throughput and a clean workshop. Until now.

The Solution: A Systematic, Dust-Free Conveying System
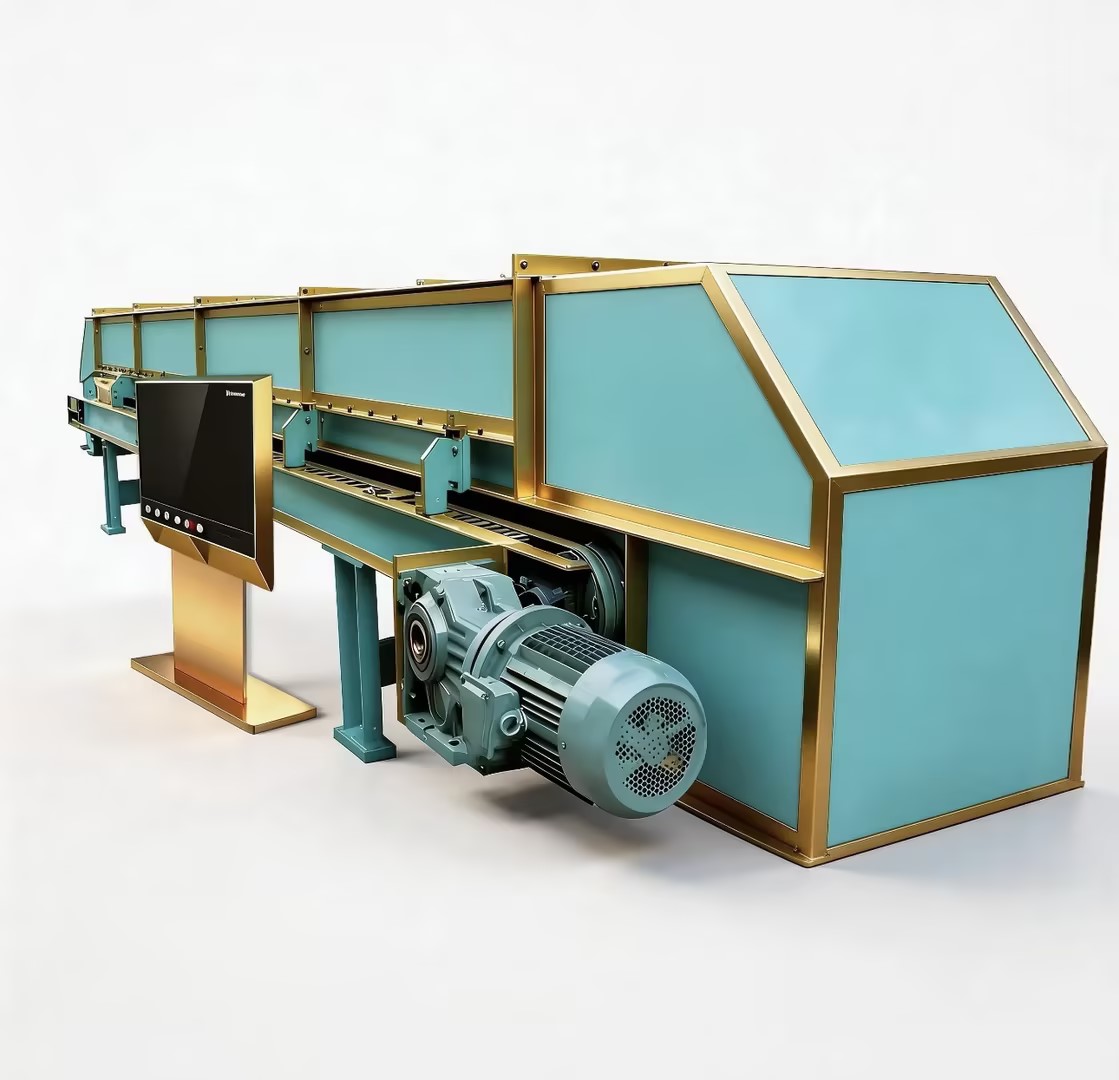
Starry Eco has developed a new generation of intelligent eco-friendly conveyor that doesn't just patch old designs—it rethinks material handling from the ground up. By integrating aerodynamics, advanced sealing, and smart monitoring, we deliver a truly enclosed, dust-free conveying process.

Three Core Technologies That Set Us Apart
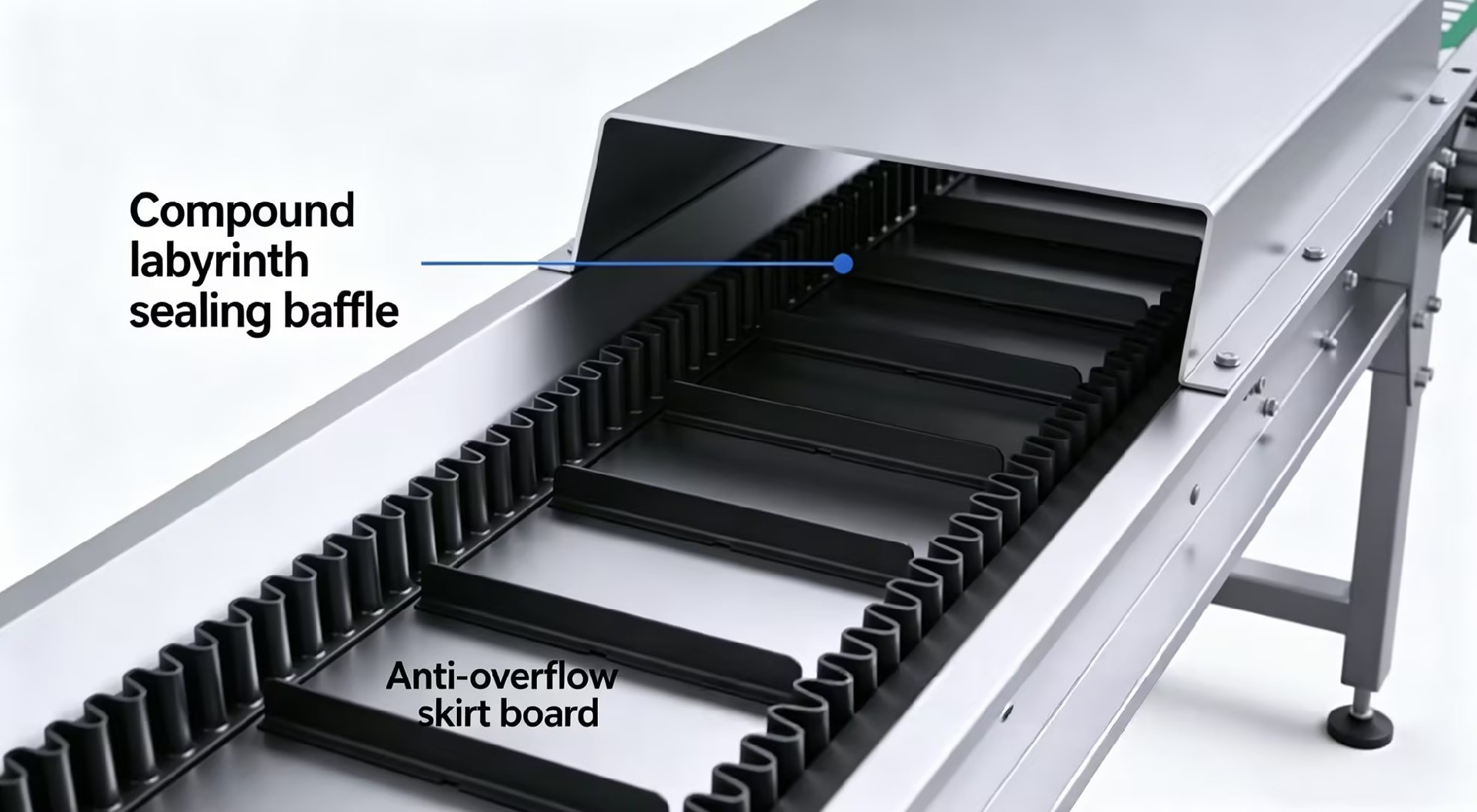
1. Labyrinth Full-Sealing Design
We replace traditional open belts with a double-sealing system: compound labyrinth baffles plus anti-spill skirts. This creates a negative pressure zone inside the conveyor, effectively preventing dust from escaping at the edges—even under high wind or high belt speed conditions. The walkway stays clean. The air stays breathable.
2. Intelligent Dry-Fog Suppression System
Leveraging Starry Eco's deep experience in environmental protection, our conveyor integrates a high-frequency sonic atomizing device. It produces micron-sized water droplets that capture and agglomerate fine dust particles with extreme precision. The mist is so fine that material moisture content remains unchanged—while dust disappears.

3. AI-Powered Unmanned Inspection
Our conveyor doesn't just move material—it monitors itself. Equipped with sensors for temperature, smoke, belt misalignment, and longitudinal tearing, plus AI vision algorithms, it provides real-time health diagnosis. It's not just a conveyor; it's a tireless environmental guard that alerts you before problems escalate.

Proven Results: Cleaner Plants, Lower Costs
These solutions are already in operation across chemical plants, grain processing facilities, and enclosed mining stockyards. Customer feedback shows:
On-site dust concentration reduced by over 90% compared to traditional systems
Material loss virtually eliminated—saving thousands of tons per year
No added moisture, preserving product quality
Lower energy consumption due to optimized sealing and reduced friction
In workshops using Starry Eco conveyors, floors reflect light, and the air remains clean—without compromising conveying capacity.
Built on a “Green First” Philosophy
At Starry Eco, every conveyor undergoes rigorous dust-free simulation testing before leaving our smart factory. We believe industrial progress should never come at the expense of the environment. Through optimized structural design and advanced material science, our conveyors are not only more wear-resistant and impact-resistant—they also lock in pollution at the source.
Conclusion: Go Green – And Gain Competitive Edge
Environmental protection is not an added cost—it's a competitive advantage.
Starry Eco is painting a greener future for the material handling industry with intelligent equipment and dust-free technology.
If dust challenges are still holding your plant back, it’s time for a breakthrough. Choose Starry Eco.
Clean conveying. Clear profit. Proven performance.
Contact Starry Eco today to schedule a dust-free simulation test for your specific material and site conditions.
-
Starlight Environmental Intelligence – Turning Coal Gangue into Treasure, Unlocking a New Path for Solid Waste Resource Utilization2026-05-13 14:12:02
-
Turning Waste into Treasure! Construction Waste Resource Utilization Technology Unlocks a New Path for Green Development2026-04-08 13:31:48
-
Popular science of mine hoist2024-01-11 16:33:48
-
Mine Super Elevator – The Core Mine Hoist Guide2026-06-06 14:55:56
-
Urban Renewal Construction Waste: Challenges and Solutions2026-06-04 10:24:06
-
Struggling with Clay-Stone Mix? Xingguang Clay-Stone Separator – Clean Aggregates Made Easy.2026-05-20 10:50:55
-
Solid Waste Treatment Boom – Xingguang Leads the Way.2026-05-02 10:37:56
-
Starlight Environmental Intelligence Solves Screening Challenges of Wet, Sticky, and Entangling Materials with Shaftless Trommel Screen2026-04-26 10:58:29
-
How to Solve Solid Waste Sorting Challenges? Starlight Environmental Intelligence’s Integrated Air Classifier Ushers in a New Paradigm for Green Sorting2026-04-21 13:11:00
-
Dust-Free & Energy-Smart: Starry Eco Revolutionizes Industrial Conveying2026-03-11 10:46:24
-
New "Ten Rules for Solid Waste" Policy Takes Effect, Injecting Powerful Momentum into the Waste Resource Utilization Industry and Unfolding a Billion-Yuan Green Market Blueprint2026-03-01 14:29:33
-
Xingguang Mining Delivers Core Mining Equipment to a Coal Mine in Guizhou2025-08-23 13:12:55
-
Steel Backbone: The Mine Fight of JK Mine Hoist2025-07-14 08:20:03
-
Xingguang Mining Shines at China-Africa Economic and Trade Expo, Unveiling a New Chapter of Win-Win Cooperation2025-06-23 10:31:00
-
Xingguang Mining Machinery: Innovating Mine Hoisting Solutions2025-06-19 08:27:25
Quick
consultation
The Hebi starlight Mining Machinery Manufacturing Co., Ltd. was registered as a limited liability company on March 23, 1997, is a professional company that produces and sells mining hoisting winch, mine hoist and accessories.
Products
Copyright © 2025 Hebi Xingguang Mining Machinery Manufacturing Co., Ltd.
{kind=link}